Why tool cleaning is the bottleneck
Carbon deposits, release agents, polymer residue and outgassed additives stick to every production tool. The conventional fix: pull the tool, cool it down, scrub it with solvents, carefully polish the surfaces back. Hours to days of downtime — pure revenue loss while the line is running.
Chemical cleaners and abrasive media wear down contours, leave residue, and expose operators.
How dry ice solves it
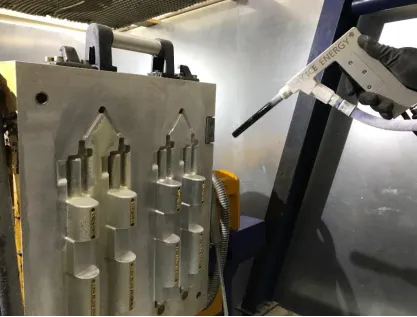
Pellets of −78.5 °C CO₂ are accelerated onto the surface with compressed air. Three effects work in parallel: the cold makes the contamination brittle, the kinetic energy breaks it loose, and the sublimating CO₂ lifts the particles away. Nothing is left behind — no media, no slurry, no hazardous waste.
Because dry ice is softer than most tool steels, the surface stays intact: no material removal, no re-polishing, no dimensional loss.
Industries where the switch pays off
- Plastics processing — injection, extrusion, thermoforming tooling
- Food production — molds in direct product contact, hygienic cleaning without chemicals
- Foundry and die-casting — permanent molds, core boxes, slide mechanisms
- Automotive — body tooling, paint lines, weld-robot fixtures
- Composites — laminate and prepreg tooling
What you measurably gain
- 25–40 % less cleaning time vs. solvent-based methods
- Cleaning while the tool is hot — no cooldown, no warm-up phases
- Longer tool life thanks to non-abrasive cleaning
- Clean vents → less scrap from trapped air
- No water separators, no hazardous waste, no chemical exposure limits to manage
Nozzle, pellet, consumption — what you actually need
For fine contours and tight undercuts use a focus nozzle with 1.5 mm pellets. For broad surfaces or heavy buildup, a flat-jet nozzle with 3 mm pellets is the better choice.
Dry ice consumption ranges from roughly 0.2 kg for a small injection mold up to about 2 kg for a large tooling plate, depending on the soiling. Fresh pellets (24 h old, uniformly white) give the best cleaning performance.
Which machine fits
For mobile tool cleaning across changing machines we recommend the Champ Turbo or Champ Turbo Pro — both deliver enough blast power for stubborn polymer residue while staying under 20 kg next to the injection molding machine. For high-intensity cleaning of large molds, the Champ Ultra is the right pick.